2008年から2017年までの間、ISO9001の認証を継続していた経験と実績を基に、その間に得ることができた品質管理システムの中で製品品質に特化した自社品質管理ルールを策定し、お客様に満足していただける高信頼性・高品質の製品を提供できるよう努めています。
現場調査や現地改造ではトラブルによる設備停止が無いようにする事はもちろんですが、現場での安全作業も品質のひとつと考え作業します。
製品を製造するために必要な使用工具は定期的に検査し製品の品質を保ちます。

製造に使用する工具、圧着ペンチ(写真左)は年に一回引抜破壊検査(写真右)を行います。圧着ペンチで圧着したテストピース(圧着端子を付けたケーブル)の引抜破壊検査を行い、基準の圧着が保持されている事を確認します。基準を下回った圧着ペンチは破棄し、適正な圧着ペンチのみを使用します。写真右では2㎟電線を圧着したテストピースの引抜破壊検査を行っています。引張力471[N]で引っ張っていますが圧着部に異常は見られません。2㎟の規定引張強度は290[N]ですので、このテストピースを圧着した工具及び作業は適正であると判断します。

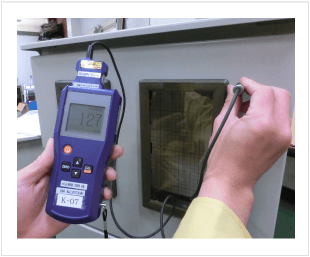
ハンダゴテ(写真左)は適正なコテ先温度を維持する為に、温度調節付のものを使用します。さらにコテ先温度計は半年に一度の定期検査により精度を維持します。写真右のように測定温度と実際のコテ先温度には違いがあるため、コテ先温度を管理する事が重要です。

トルクレンチ(写真左)は最終検査の増し締めに使用します。使用前にトルクチェッカー(写真右)で締め付けトルクを確認し、適正なトルク値であることを確認したうえで、増し締めを行います。写真右ではトルクレンチのトルク値を25[N・m]にセットして検査を行っています。測定数値24.8[N・m]は、規定範囲内(23.8~26.2[N・m])のため、このトルクレンチは増し締めに使用する事ができると判定します。※トルクとは…回す力、ねじる力をトルクといいます。ねじ締めでは締付けトルクといいます。
完成時検査として外観構造検査からシーケンス検査まで、製品に応じた必要な検査を行います。もちろんシーケンス試験等で使用する試験機器は校正品または社内定期点検をパスした器具を使用します。お客様から指定された検査がある場合は指定検査項目に従い検査を行います。またお客様の要望に応じて、社内検査成績表も提出いたします。


